


关于安尔法
- 惊爆,传感器直降!
- 实施预测性维护时的分析注意事项
- AI引领矿业新纪元,勘探开发迎来智慧革命
- 完美交付 | 蒙古国可汗矿业200万吨炼焦煤重介质选煤厂调试完毕!
- 【连载3】人工智能解惑进阶|伯克利AI课程
- 俄罗斯采矿业的全球影响力与未来展望
- 共创全球矿业新篇章:安尔法加入中国选冶出海联盟!
- 【连载2】人工智能解惑进阶|伯克利AI课程
- [连载1]人工智能解惑进阶|伯克利AI课程
- 携手千年波斯 | 中国煤机制造挺进中亚!
- 倒计时4天!|2024俄罗斯新库兹涅茨克国际矿业展览会即将开幕!
- 展会预告|ALPHA与您相约2024俄罗斯新库兹涅茨克国际矿业展览会!
- 百团大战 | XRT预抛废(干选)的竞争现状
- 冠军球队的秘密
- 它来了它来了!安尔法重磅推出锂电池系列传感器,为新能源汽车发展赋能!
- 安尔法助力井工煤矿提升设备智能运维和生产安全!
- 3分钱!F35战斗机同水平预测性维护和设备智能运维云服务!
- 2022年度中国名校四川校友足球赛 | 安尔法携手千页科技、拜安科技赞助中国矿业大学校友队!
- 数字感知新未来 | 安尔法“算法定义硬件”产品线!
- 运维大数据的价值!安尔法智能托管运营做深矿山服务!
- 行业喜讯 | 安尔法设备预测性维护系统入编《选煤厂智能化技术与装备推荐目录》!
- 安尔法与首都国投的结晶|年产60万片工业物联网硬件工厂开始试生产!
- 2022开年大单 | 安尔法喜获蒙古国戈壁资源公司煤泥水系统智能运维及运营长期合同
- 分布式光纤测温系统在叙永选煤厂安装完毕,数据成功接入!
- 喜讯 | Alpha再次引领前沿技术,微震预警入选中国工程院发布的《全球工程前沿2021》!
- 砥砺前行迈进新征程 | 安尔法智控股改及北交所上市签约仪式圆满完成!
- Alpha提供矿山设备智能化硬件升级和免费数据处理平台
- 安尔法诚聘董事会秘书
- 智能化暴风眼丨持续性诊断需求
- 没有中枢神经的工业物联网就是“植物人”
- 量身定制!基于光纤分布式测温技术的皮带传动设备的PHM系统!
- 矿业实现智能化转型的4座大山
- Alpha(安尔法)获得成都市高新技术企业专项补贴!
- Alpha智能物联采选系统分析服务
- 安尔法携手中科芯未来落地海南琼海!
- 没有几十万行代码,你还敢做大数据?
- 双喜临门!基于物联网的传感器项目完成签约,落地山东济宁与海南琼海
- 求贤若渴!安尔法招聘:液压、电气及机械工程师
- 求贤若渴!安尔法招聘:液压、电气及机械工程师
- 今日头条|Alpha为拉法基旗下水泥厂提供预测性维护服务!
- 喜报!你要悄悄申请“发明专利”,然后惊艳所有人!
- 近乎白给的双11特惠!超低费为各大选煤厂已有传感数据接入分析诊断服务!
- 效果显著!PdM系统攀煤选煤厂稀介泵油箱预警
- 地下矿山实施防碰撞系统的三大挑战
- 无线遥控技术在铲运车上的应用
- 止损280万!PdM系统攀煤选煤厂又一次成功预警
- 芯片就绪-安尔法新一代智能传感器!
- 谁是2020年硬核创新之最?最有潜力的28家成长企业或将揭晓
- ALPHA为浩特定制矿山智能管理运维系统
- ALPHA招募经销商或代理商
- 疫情防控|安尔法热成像测温筑牢疫情防控第一道防线
- 抗击疫情,武汉加油!疫情下的安尔法预测性维护如何持续发挥奇效?
- 人才紧缺!招聘!安尔法!国际大公司!
- Alpha到访巴西淡水河谷 | 新一轮技术培训指导
- 安尔法选煤智能化技术在德里绽放 | 印度国际选煤展
- 最快能有多快?智能预测性维护系统成功监测到复选泵严重故障
- 准备好了吗?安尔法即将以智能化闪耀印度国际选煤大会(附智能化资料)
- 创举丨全球首个5G+智能化选煤厂示范项目揭幕
- Alpha阶段性工作汇报!(最近安尔法都在忙什么?)
- 重磅消息 | 信息系统集成及服务资质认定取消啦!
- 欢迎大家莅临2019北京煤炭展 | China Coal& Mining Expo
- 香港客户来访|遥控技术交流与深度传感器合作
- Alpha机器学习时间进入”亿小时”阶段 | 2年增长1040倍
- 巴西淡水河谷客户来访|实地考察与进一步合作
- 智能遥控案例|井下采矿设备的智能遥控等级
- ALPHA受邀《马钢矿业资源集团智能矿山规划设计方案》评审会!
- 淡水河谷!安尔法在南美巴西的20000+测点预测性维护部署
- [免费赠阅]最新缅甸矿业投资指南暨少数赞助商招募
- 矿业智能化的十个超级创新公司
- 进军东南亚-安尔法预测性维护在知名半导体行业公司厂区设备的应用
- 安尔法预测性维护成功进入南美咯!巴西
- “低成本”预测性维护让选厂智能化“触手可及”
- 安尔法预测性维护传感器获本安防爆认证
- 插播现场一条叙永选煤厂现场新闻,PdM预测到电机的一个小问题?儿童节开始的特惠预维套装了解一下?
- 菲律宾采矿业概况
- 智能迷你堆取料机-Alpha智能装备
- Alpha气动阀门在蒙古国UHG选煤厂成功应用并完美替代欧美产品
- 安尔法预测性维护全新月收费模式-开启行业最底价,还赠送3个试用名额,要试试吗?
- Alpha闪耀汉诺威工业展
- 人工智能项目的六投三不投(转)
- 预测性维护是最佳的维护方式-振动仪监测和在线传感监测的区别
- 预测性维护成效持续显现-石窑店选煤厂刮板机提前排障
- 西安煤博会-安尔法受邀宣讲选煤厂智能化预测性维护
- 亲测有效-安尔法成功预测到叙永选煤厂设备故障并提前排障!
- 工业物联网应用场景丰富,“设备运维”是的切入点
- 石窑店选煤厂预警系统由泰戈特监督验收
- 安尓法智控在山西焦煤的选煤厂智能化演讲交流
- 预测性维护在西南地区选煤厂第一个试点!
- 一文读懂工业物联网的矿业智能化应用
- 无线智能故障预警系统在石窑店选煤厂调试成功
- 风电领域设备预测性维护
- 预测性维护给矿山带来的变革
矿业实现智能化转型的4座大山
中科安尔法 Alpha工业智能 2021-10-11
作者:John Vagenas
出处:澳大拉西亚矿业冶金学会
翻译:陈芙蓉

矿业享有数十年的稳定性和弹性。这是一个世界都离不开的行业,它为数十亿人的日常生活提供了原材料。然而,尽管矿业发挥着重要作用,但它也并非没有挑战。Alpha将这些行业挑战分解为四个关键领域,并分享了为什么数据不是解决这些问题的秘密因素。
在全球范围内,有四个关键主题阻碍了进步,而高度监管和人工管理的部门天生缺乏灵活性,这一切都加剧了这一问题:
一、缺乏对数字化技术的应用

该行业充斥着过时的遗留系统,限制了洞察力。事实上,采矿和矿产行业的数字化成熟度仍比同类行业低40%,技术投资往往失败或大大低于其潜力。
二、无法有效采集和分析大数据

尽管每个矿山和资源设施都积累了大量数据,但其价值被严重低估。目前只有10%的矿业高管将数据视为公司资产。
三、提高环境和社会治理 (ESG) 要求

矿业组织面临着越来越大的压力,需要证明其ESG资质,而股东、投资者和员工也承受着将ESG纳入规划和持续运营的压力。
四、缺乏新技术和人才

一半的矿业从业者的年龄在45岁或以上,该行业在吸引新一代最优秀、最聪明的年轻人才方面面临着巨大的挑战。
好消息是有一个解决方案,它都是从数据开始的。矿业公司有很好的机会利用新技术,将宝贵的数据和见解提供给决策者。
然而,这样做意味着观念的转变。决策者不应将数据看的太复杂、太难或太昂贵,而他们需要关注这样一个事实,即:数据是他们工厂中最有价值的资产之一。
然而,并非所有的流程优化解决方案都是平等的,重要的是要意识到,许多解决方案未能提供包装上承诺的近乎实时的洞察力和可见性。
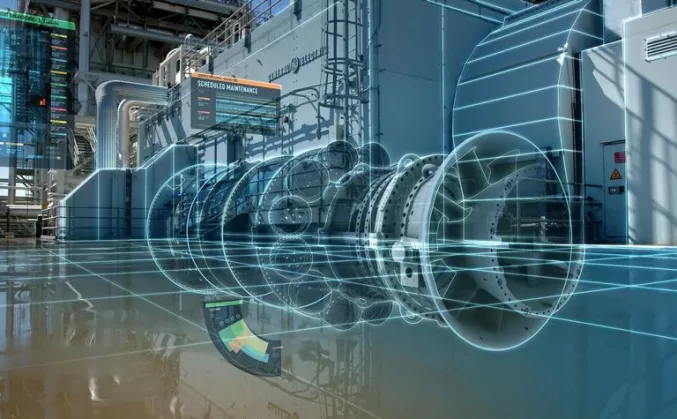
如果数据是提高矿山和选矿厂效率和生产率的最有力因素,那么提取数据并将其转化为智能洞察的最有力工具是由数字孪生提供动力的流程优化解决方案。
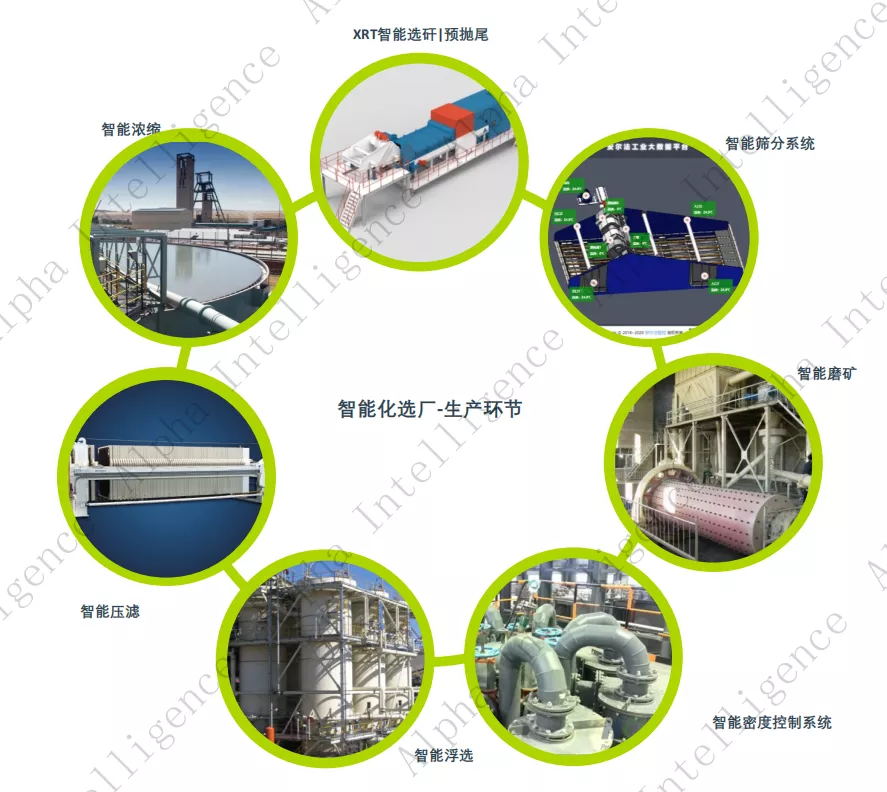
· 选厂智能化-生产环节

Alpha协同公司股东方HOT共同为矿业领域提供“便捷易用”的采矿及选矿智能化解决方案。帮助矿山实现智能化转型。
◆ 拥有精密的各项监测设备,强化各生产子系统与控制中心的生产联动,提高生产效率;
◆ 各生产子系统的模块化设计可满足能耗,产能,故障诊断及环保等方面的要求;
◆ 各智能子系统通讯网络接口统一,避免接口不兼容,转换繁琐等问题;
◆ 平台下所有子系统可实现统一管控,调度,实现高效联动;
1. XRT智能选矸|预抛尾

·
替代传统手工捡矸,降低人工成本;
· 提高入选品位,减少生产能耗,提高生产效率;
· 避免噪声,粉尘,机械对作业人员造成的职业危害,提高环保要求
2. 智能筛分系统
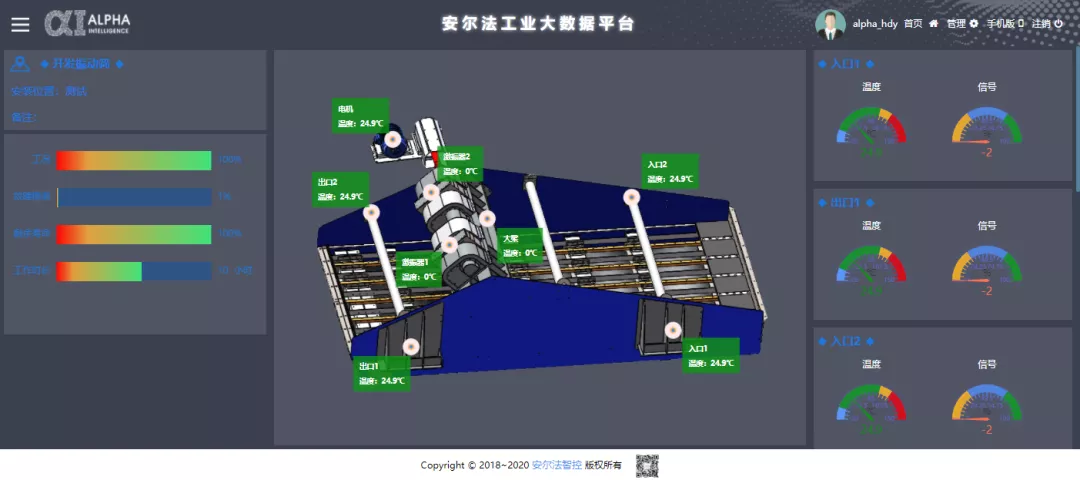
· 智能筛分系统主要是对振动筛核心部件进行在线监测,并通过云平台、大数据、人工智能等技术建立设备模型,同时对模型进行分析,从而有效地监测振动筛运行中的各种问题。
· 可监测筛体振动平衡、入料不均匀、激振器轴承故障,及时发现设备故障并作出相应处置,避免事故发生。
· 该系统主要对振动电机的振动和温度,筛体前后入料口的振动,激振器的振动、四轴承的温度、润滑油的油温、筛体承重梁进行监测,从而全面获取振动筛的运行参数进行分析。
3. 智能磨矿

· 通过状态模拟实现磨矿过程的稳定进出料,将PID控制转化为智能控制,优化磨机负荷。
· 通过监测磨机工作时的各部分振动特征,从而探测衬垫撞击位置并控制磨机填充量,优化磨机状态。
· 通过分析入料粒度与分布,实时调整磨机入料量和入磨时间,来实现磨矿效果的优化。
4. 智能密度控制系统
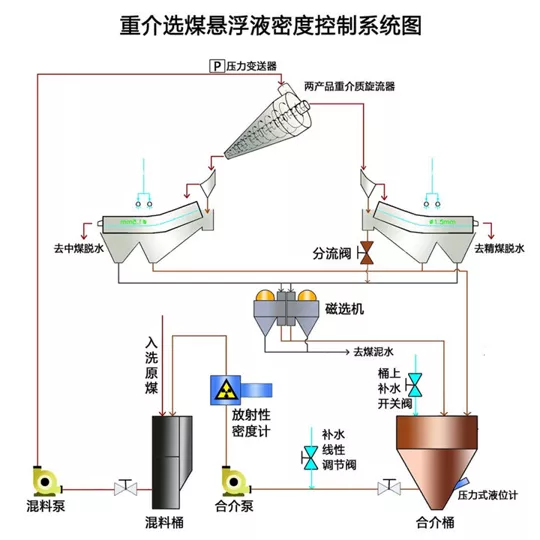
· 在传统的PID控制基础上,实现智能重介系统与煤质数据分析模型的联动,分析密度与煤泥含量数据,从而调节控制分流箱及补水阀开度。
· 对旋流器进行实时的监测,包括旋流器磨损检测,群集现象监测,以及过程控制状态监测等实现重介旋流器的保护。
· 智能重介系统根据分析结果与智能加介系统进行联动调控生产过程。
5. 智能浮选
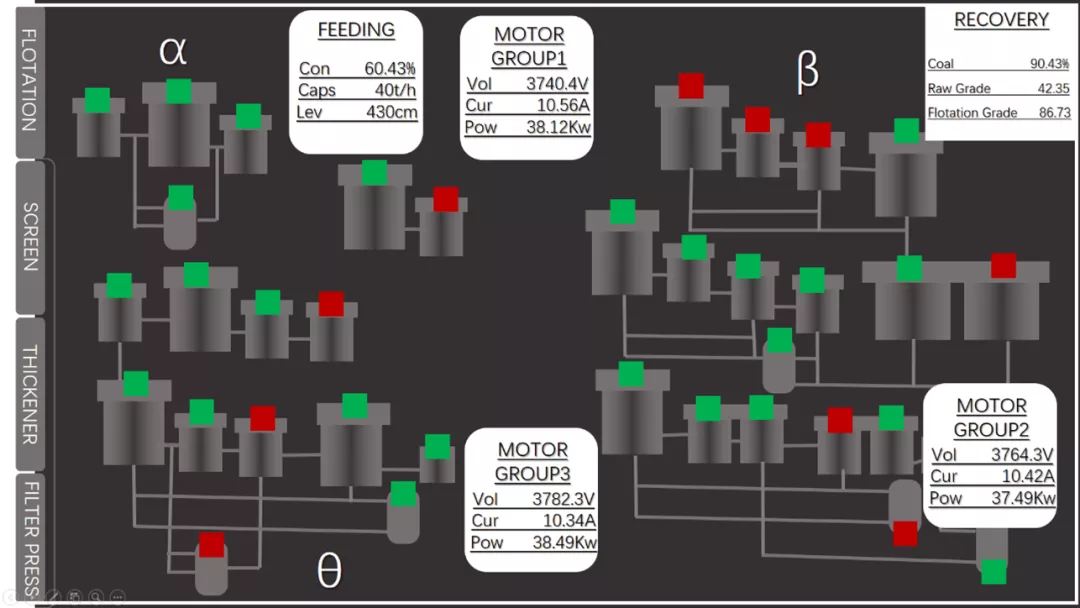
· 基于图像视觉识别技术对其浮选效果进行分析,结合生产调控数据建立专家知识库。
· 基于专家知识库实现浮选药剂,浮选液位,浮选浓度的自动调节。
· 根据在线浮选品位、入浮浓度、流量、泡沫厚度,实时调整加药量、加药比例、充气量和液位,从而实现浮选智能控制,提高产率,提高浮选质量和产量。
6. 智能压滤
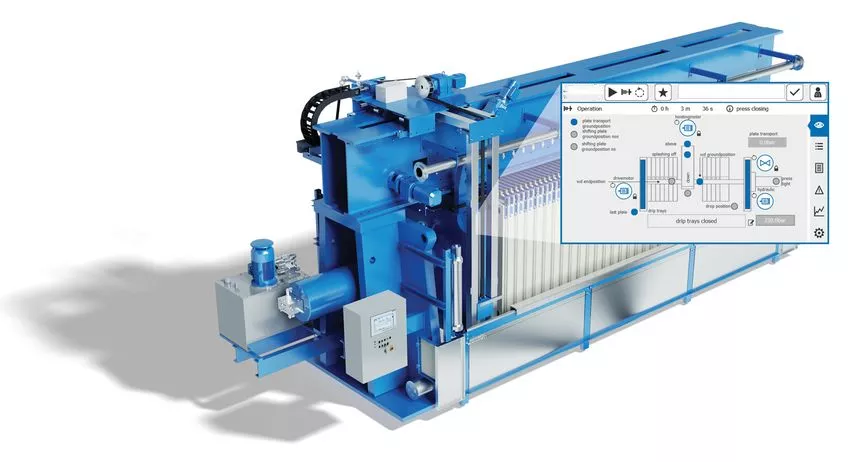
· 内置的压力传感器实时监测滤板压力;
· 固体颗粒监测系统实时监测滤液固体颗粒含量;
· 设备主体与主控系统相关联,通过平板等移动设备远程完成压滤机的PLC控制;
· 内置的PHM智能预测性维护系统可预测设备故障;
7. 智能浓缩
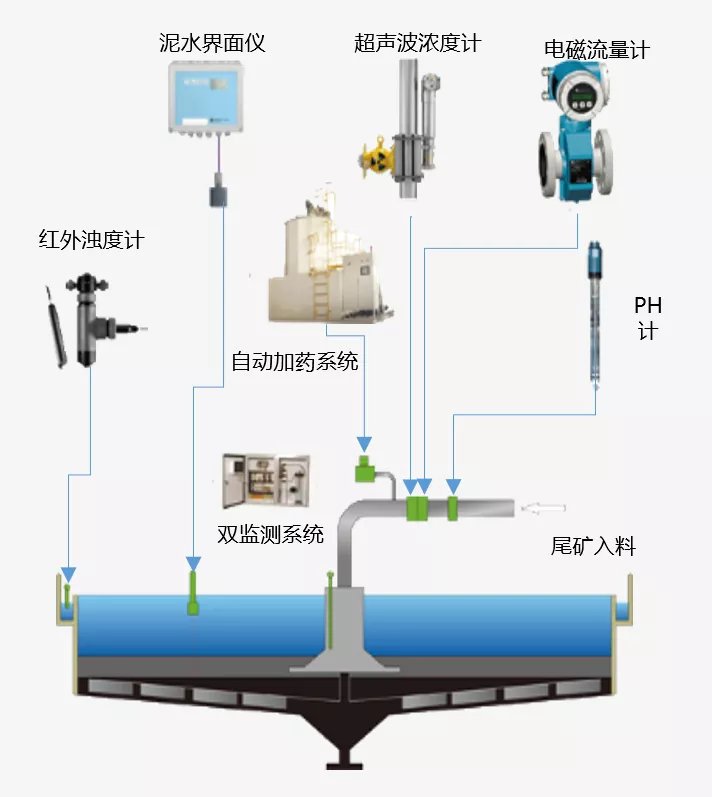
· 通过煤泥水浊度仪自动在线测量煤泥水浊度,实现全自动智能加药。
· 浓缩机控制系统接入选煤厂集控系统,实现数据共享,智能加药系统与浓缩机控制系统实现联动,构成智能浓缩系统。
--关于安尔法--
安尔法工业智能股份有限公司,专注于为矿业提供基于物联网的智能化解决方案。总部设在英国开曼,在澳大利亚悉尼、中国成都均设有全资子公司。
专门从事采矿设备远程控制系统、选矿厂智能系统以及采矿、化工和其他行业的其他工业解决方案。
——欢迎来撩——
联系电话
张经理 :
电话: -137-0832-1637
邮箱: gavin.zhang@alpha-technology.com.au
微信:Gavin704536099
陈经理 :
电话: -182-8210-3350
邮箱: tiffany.chen@alpha-technology.com.au
微信:C1184531314
官方网址
www.alpha1888.com (中文站)
www.alpha-technology.com.au(英文站)














